

El aluminio es el elemento metálico más abundante en la corteza terrestre y pertenece al grupo de los metales no ferrosos. Es uno de los materiales más utilizados en las industrias automotriz y aeronáutica debido a su ligereza, su buena resistencia mecánica a diversas aleaciones y su alta conductividad térmica, entre otras características.

Estable al aire y resistente a la corrosión, el aluminio, con el tratamiento adecuado, es un material excelente para fines estructurales o decorativos y puede utilizarse tanto en agua de mar como en muchas soluciones acuosas y otros agentes químicos.

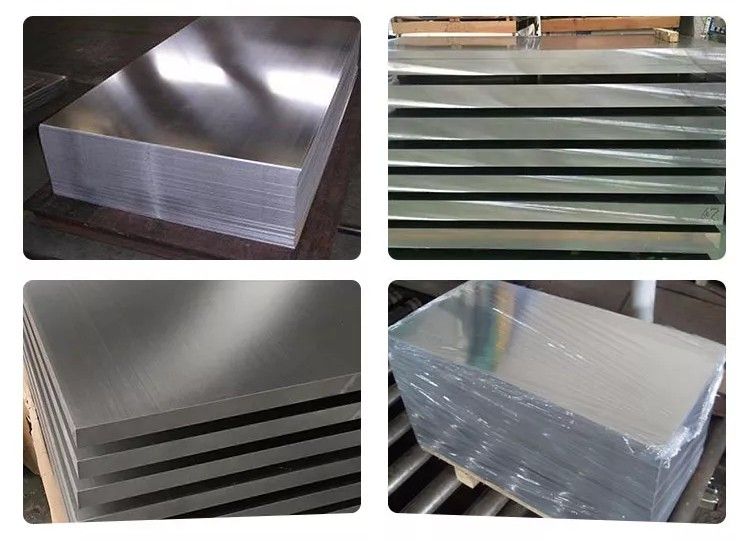
Aluminio puro
El aluminio puro prácticamente no tiene aplicaciones prácticas, ya que es un material blando con baja resistencia mecánica. Por ello, necesita ser tratado y aleado con otros elementos para aumentar su resistencia y obtener otras propiedades.

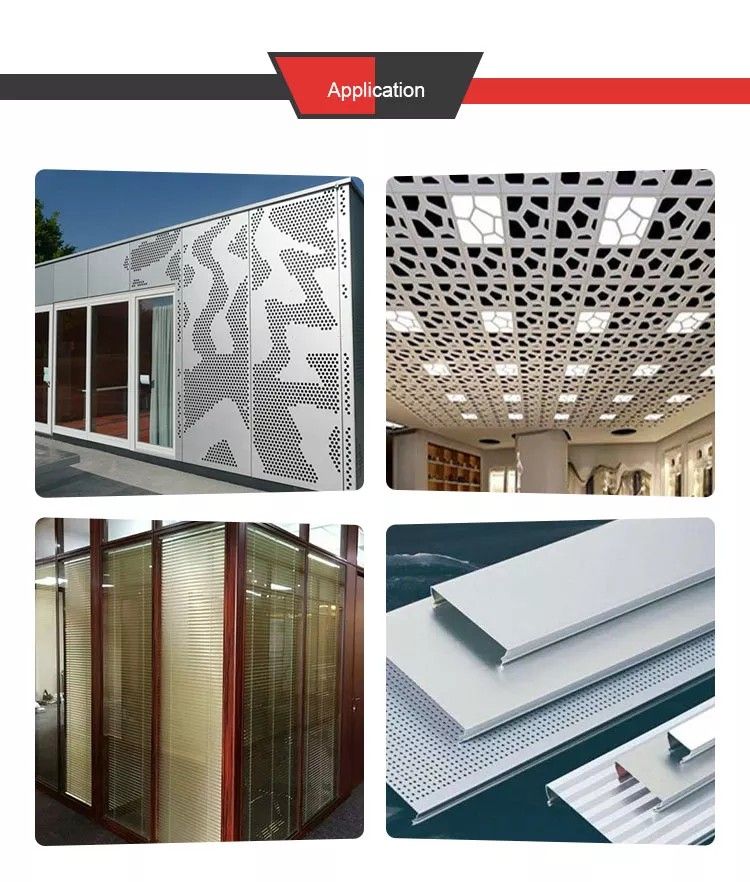
Aplicaciones industriales
En la industria química, el aluminio y sus aleaciones se utilizan para fabricar tubos, contenedores y equipos. En el sector del transporte, son útiles en la construcción de aeronaves, camiones, vehículos ferroviarios y automóviles.
Debido a su alta conductividad térmica, el aluminio se utiliza en electrodomésticos y en los pistones de los motores de combustión interna. Ya lo conocemos bien, salvo por su uso en el papel de aluminio.
Es un material ideal, fácil de moldear y, por lo tanto, apto para su uso en envases flexibles, botellas y latas.
Preparación para el reciclaje
El uso de aluminio reciclado para producir nuevas aleaciones de aluminio puede reducir la energía necesaria para producir el material hasta en un 90 % en comparación con la energía necesaria para extraerlo de la naturaleza.
Actualmente se están llevando a cabo investigaciones para descubrir nuevas formas de reciclar la mayor parte del aluminio utilizado en la industria.
Peso
Como ya se mencionó, el aluminio es un metal muy ligero (2,7 g/cm³), con una densidad un tercio menor que la del acero. Por ello, los vehículos que utilizan este material pueden reducir su peso y consumo energético.
Resistencia a la corrosión
El aluminio, por naturaleza, forma una capa protectora de óxido altamente resistente a la corrosión. Por este motivo, se utiliza en la industria alimentaria para la conservación y protección de alimentos.
Conductividad eléctrica y térmica
Debido a su peso, el aluminio es un excelente conductor de calor y electricidad, incluso mejor que el cobre. Por ello, se utiliza en las principales líneas de transmisión eléctrica.
Reflectividad
Es un material excelente para reflejar la luz y el calor, y se utiliza principalmente en equipos de iluminación o mantas de rescate.
Ductilidad
El aluminio es dúctil y tiene un punto de fusión y una densidad muy bajos. Es altamente modificable, lo que permite su uso en la fabricación de cables y alambres, y recientemente se ha utilizado ampliamente en líneas eléctricas de alta tensión.
En Sino Steel contamos con el respaldo de fábricas líderes a nivel mundial, por lo que nos enorgullece ofrecer aluminio de alta calidad que se adapta a sus necesidades. Si requiere una aleación específica para su sector, nuestros expertos se pondrán en contacto con usted a través de nuestro chat en vivo.
Fecha de publicación: 10 de enero de 2023